
浏览数量: 1 作者: 本站编辑 发布时间: 2024-09-29 来源: 本站
转子动平衡知识分享
知识点:转子动平衡
事故概况
某石化公司有一台压缩机近日因阳转子轴颈弯曲严重影响运行送至我司维修,经研讨该设备需更换了一对转子,在更换新转子前我司进行了转子动平衡检测,动平衡检测后发现阴转子有1000g,阳转子有2000g不平衡量,质量工程师分析认为端面粘接的金属对动平衡有影响,为防止设备运行振动以及在运行过程中零件的摩擦,于是我司采取了去重法对阴阳转子进行了一刀加工:阳转子光端面,从而达到了标准满足了装配要求。


经过该案例,我司归纳了可能会产生转子不平衡的原因
1. 加工制造上的原因:
转子制作过程中产生壁厚不均匀,材料密度不均,如砂眼和气孔等;
机械加工时产生轴颈偏,端面轴线不垂直,如轴颈偏心,端面与轴线不垂直等;
热处理时产生金相组织的不均匀等;
2. 装配上的原因:
装配质量误差导致转子的重心与旋转中心线不相重合;
联轴器装配到转子上与旋转中心线不对中;
3. 运行上的原因:
转子弯曲;
转子平衡状态破坏,如零件缺损,断裂等;
转子上零部件松动;
固体杂质在叶轮上的沉淀等;
那么做动平衡的目的及精度等级是什么?
目的:
由于材质不均、工艺误差、转子叶片不均匀变形、不均匀磨损或者局部掉块等因素的影响,转子上总是存在着不平衡。而转子不平衡引起转子振动,加速轴承、轴封等部件的磨损,降低了设备的使用寿命及效率,为此在维修过程中需要对转子进行动平衡检测。
当测量出转子不平衡的量值或相位后,一般有两种校正方式:去重法,加重法。去重法即重的一方用钻孔、磨削、錾削、铣削和激光穿孔等方法去除一部分金属;加重法即在轻的一方用螺钉连接、铆接、焊接和喷镀金属等方法,加上一部分金属。
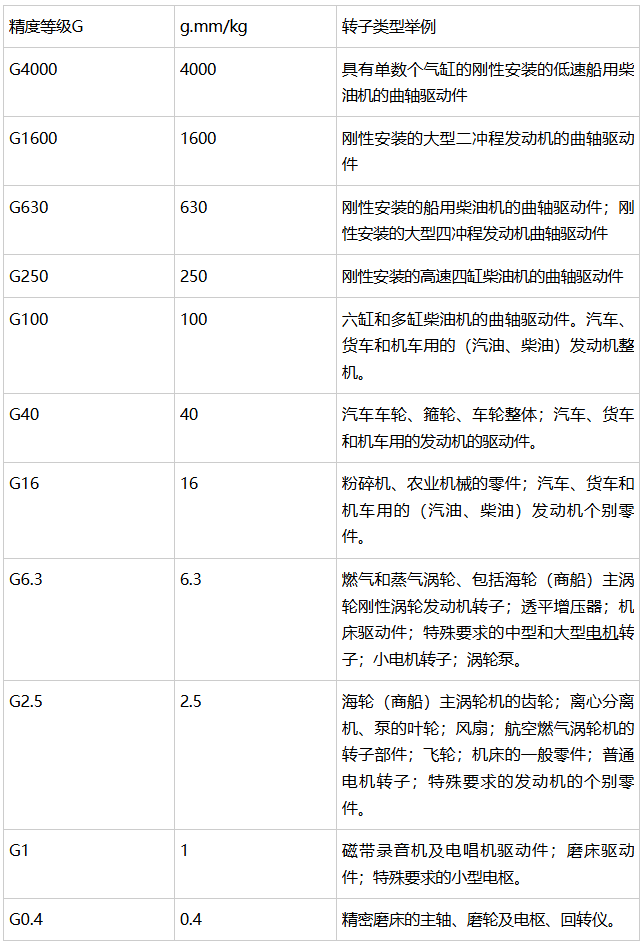
精度等级:
考虑到技术的先进性和经济上的合理性,国际标准化组织(ISO)于1940年制定了世界公认的ISO1940平衡等级,它将转子平衡等级分为11个级别,每个级别间以2.5倍为增量,平衡机从要求最高的G0.4到要求最低的G4000。单位为公克x毫米/公斤(gmm/kg),代表不平衡对于转子轴心的偏心距离。而我司采用了平衡精度G2.5的衡量标准,为设备的平稳运行提供了保障。
根据该案例,我司经验分享:
1. 转子在做动平衡之前,需要检查端面是否有接触摩擦现象
2. 如果有摩擦现象、有金属粘结,需要考虑先光一刀
3. 转子型面部分也需要先进行打磨处理
4. 动平衡之前,转子应处于默认合格状态










